
About
The Labcoter™ 2 is a Parylene Deposition System (PDS 2010) designed for the laboratory environment. The instrument is a vacuum system used for the vapor deposition of Parylene polymer onto a variety of substrates. It is equipped with a remote Edwards rotary vane vacuum pump, a manually filled LN2 cold trap, fixture rotation for coating uniformity, closed-loop pressure control and continuous process monitoring for precise control of coating rate and thickness. Parylene coatings can be applied in thicknesses from several hundred angstroms to 75 microns and provide an extremely effective chemical and moisture barrier with high dielectric and mechanical strength. Components such as circuit boards, sensors, metallic wires, wafers, medical devices, and MEMs in sample sizes up to 10in.x10 in. can be coated in the Labcoter™ 2. The deposition process begins as the powdered precursor (Parylene C dimer) is vaporized under vacuum (10-100 milliTorr) and heated to form a dimeric gas (175 °C). The gas is then pyrolyzed (690 °C) to cleave the dimer into its monomeric form, and finally is deposited as a transparent polymer film. The polymerization process occurs at ambient temperatures. At the vacuum levels employed, all sides of the substrate are uniformly impinged by the gaseous monomer, which results in a truly conformal, pinhole-free coating.
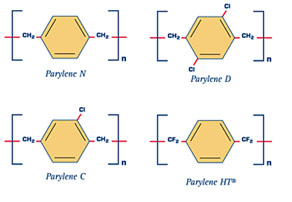
Parylene is the generic name for members of a unique polymer series. The basic member of the series is Parylene N or poly(para-xylylene). Parylene C is produced from the same raw material (dimer) as parylene N, modified only by the substitution of a chlorine atom for one of the aromatic hydrogens.
The charge for using the instrument is $9.1/run. The users must log into the log book The log book comments will help in assessing a possible malfunction which may occur during the user’s time.
Contact
Calendar
Documents
PDS 2010 Labcoter Protocol
Preventive Maintenance
Frequently Asked Questions
Q. At what pressure does parylene deposition occur?
A. The parylene deposition process typically takes place in the 10 to 100 mTorr range. This range is considered “Medium Vacuum”.
Q. What is the pressure unit on this instrument?
A. The instrument uses arbitrary “vacuum units”. This choice facilitates the calibration procedure. Vacuum units are essentially the same as mTorr and are used to optimize accuracy in the 10 to 80 mTorr range (the primary interest for processing/deposition). As the pressure in the chamber rises above the 10-100 unit range, the display reading is increasingly lower than actual mTorr values (e.g., when the display reads 500 units, the actual pressure in the chamber is approximately 2.2 Torr).
Q. What does “base pressure” mean?
A. The one location in the system where pressure is monitored is the chamber. The chamber pressure sensor is called the “gauge tube” on this instrument. During process, this gauge tube is heated to prevent parylene from depositing on it. The “cold base pressure” is the lowest pressure obtainable when no components in the system are heated (i.e., Furnace switch DISABLED, Vaporizer switch DISABLED, and Vacuum switch ENABLED). The “hot base pressure” is the lowest pressure attainable when the furnace is at setpoint (i.e., Furnace switch ENABLED, Vaporizer switch DISABLED, and Vacuum switch ENABLED). The hot base pressure of the instrument is tested weekly.
Q. What do “coating pressure” and “coating base pressure” mean?
A. The coating pressure is the desired chamber operating pressure to be maintained during deposition. On the instrument, the parameter for the coating pressure setpoint is called SP. The coating base pressure is usually set to the system hot base pressure plus 2-3 (or more) vacuum units. On this instrument, the parameter for the coating base pressure is called PLA_1. The coating base pressure is a level that is adequate for the process and is more easily and rapidly reached (than hot base pressure). The difference between the coating base pressure (PLA_1) and the coating pressure (SP) parameter values should be at least 15 vacuum units. With parylene deposition systems, coating pressure is the most important factor affecting substrate coating quality. In general, a higher coating pressure will result in a shorter coating cycle, but excessive coating pressures will result in unacceptable coating quality (e.g., cloudiness, frosting, nodules).
Q. What type of vacuum pump does this instrument use?
A. The instrument uses a rotary vane Edwards RV 12 (50Hz) vacuum pump. The pump is located in Room 028 next to the cleanroom.
Q. How is the vacuum pump turned on?
A. The vacuum switch controls the action of the vacuum system. In the VACUUM position, the vacuum pump will engage and begin to pump the system down. Do not turn the switch to the VACUUM position until the cold trap has been filled with liquid nitrogen.
Q. How quickly should the system reach vacuum ( A. When the vacuum switch is turned to VACUUM, the pressure display should very quickly drop from 900-1000 units to 100 units. Below 100, progress is slower until the display shows a stable reading
Q. With VACUUM on, the pressure display quickly drops to ~500 units and stalls. Why?
A. The vacuum cannot be drawn due to a leak. Lightly push on the cold trap to make sure that the seal is made. Check the vaporizer door and make sure that it is closed/sealed. If the problem persists, vent the system and check that the chamber, vaporizer door and cold trap gaskets are clean (free of debris).
Q. How is sample rotation activated?
A. Whenever the vaporizer switch is on, the fixture inside the chamber rotates.
Q. Can I process samples back-to-back in successive runs?
A. Yes, but wait until the vaporizer has cooled off to 40 °C before loading a new charge of parylene dimer.
Q. Why are some of the alarm indicators (ALM) on the controller displays flashing when the deposition process starts?
A. As the furnace is heating to setpoint, the alarm light (ALM) will be on until the temperature is within 20 °C of setpoint. This is true of the Chamber Gauge ALM light as well. On the Vacuum display, the ALM light will be ON until the pressure reaches base coating (PLA_1 value).
Q. What do audible alarms mean?
A. The red Alarm push button becomes illuminated in the case of a system fault during a deposition cycle. This button enables the audio alarm signal. The audio alarm can be silenced by pressing the red alarm button. The fault code can be determined by counting how many times the red alarm light flashes:
Code number Cause
3 Furnace temperature out of range
2 Gauge tube temperature out of range
1 Vaporizer temperature too high
The red alarm light will continue to flash the code every 5s. If the fault condition is not corrected within 5min, shutdown will occur.
Q. The Furnace/Chamber gauge or Vaporizer switches have been ENABLED but the temperature displays are not showing any increase in temperature. Why?
A. The green PROCESS/START/STOP button must be depressed (green light ON) to power the Furnace/Chamber gauge and Vaporizer switches. Also, the Vaporizer temperature will not start to rise until pre-coating conditions are met (e.g., pressure must be at or below base coating or PLA_1 value).
Q. How long does it take for the Furnace to reach temperature setpoint?
A. The furnace temperature setpoint is 690 °C. Once the Furnace/Chamber gauge switch is ENABLED and the PROCESS START/STOP button is pressed, it takes about 60min for the furnace to heat up to setpoint.
Q. I just initiated start-up by releasing the EMO button and pressing the white POWER ON button, and the tool immediately starts alarming. Why?
A. Check the PROCESS START/STOP button. If it was left on by the previous user (i.e., the button is illuminated green), the tool will alarm. Depress the PROCESS START/STOP button to turn it off.
Q. What happens in case of power failure?
A. The vacuum pump is equipped with an isolation valve that immediately seals the system upon power failure. Once power has been restored and the PROCESS START/STOP button is pressed (green light is lit), the computer will recheck the pre-coating conditions. When these conditions are again satisfactory, the coating process will resume.
Q. How can I view or change parameters on the instrument?
A. Please contact instrument supervisor for training
Q. Can the glass window on the chamber lid be open/removed during cleaning?
A. No. Do not attempt to remove or open this window as the vacuum seal might be catastrophically compromised.
Q. How and when do I use the adhesion promoter (A-174 Silane?)
A. The current process does not use an adhesion promoter. Specific applications will determine the need for an adhesion promoter. If the need arises, a specific procedure might be developed or proposed by your lab. Otherwise, default to the procedure described in the online instrument Operation Manual (page 35). Note that the adhesion promoter should not be used with a freshly cleaned chamber; make sure that a thin parylene film from previous runs is already present on the chamber walls before using the adhesion promoter with your samples.
Q. Does Parylene present a health hazard?
A. The parylene dimer from the container (white solid) is not harmful and neither are the polymerized parylene films that must be peeled off from the chamber walls, fixtures and cold trap during cleaning. In those forms, the parylene can be discarded in the regular waste receptacle.
When pouring/weighing the parylene dimer (white solid from the container), try to minimize generation of airborne particles.
The parylene monomer (present in the instrument during process) is very harmful: DO NOT BREATHE THE PARYLENE MONOMER. The instrument is designed to prevent exposure under normal operation; in case of a prolonged power failure during deposition, however, exit the cleanroom.
Q. Does the adhesion promoter (A-174 Silane) present a health hazard?
A. The A-174 Silane is a moderate skin, respiratory and eye irritant. It is combustible.
Q. What should I do if the instrument has not been used at all for more than 2-3 weeks prior to my scheduled run?
A. Check both the user and the maintenance logs (laminated sheets by the instrument). If the instrument has not been used at all for a period of 2-3 weeks, do not proceed with your run. Contact the supervisor as pump and vacuum gasket maintenance might be required.
Q. Does the amount of dimer needed depend on the number of substrates/samples in the chamber?
A. Yes since the amount of dimer needed to achieve a given coating thickness depends on the total coating surface area. In addition to the substrates, the chamber walls, baffle, and fixturing are part of the total surface area. Therefore, doubling the amount of substrate in the deposition chamber does not double the area being coated. The total area including the chamber, baffle, rotating plate, and fixture is approximately 900 square inches.
Q. Is the tool still energized when the EMO button is engaged?
A. When the EMO button is pressed, there is power to the main power button (illuminated white) but not to the rest of the instrument. If the chamber was already under vacuum when the EMO button was engaged, vacuum is maintained (since no power is being applied to the vent solenoid).
Personnel performing electrical or mechanical maintenance must engage the EMO button AND unplug the power cord from the wall outlet.
Sources: Operation Manual-610-1002-37, SCS website, instruction received verbally during installation.

